Некоторое время назад у меня появилась идея о создании блока водяного охлаждения или, так называемого, кулера для жидкости, своими руками, и после просмотра вдохновляющих видео я решил, что время пришло.
Вместо медной крышки (как это часто делают), я решил использовать чистый поликарбонат. Он позволил открыть взгляду кастомный блок и охлаждающую жидкость. Также я разработал съемную систему посадки, что позволит поставить блок на широкий диапазон сокетов и различные монтажные решения.
Мне повезло, так как в моём доступе было всё необходимое оборудование, поэтому я использовал несколько аппаратов, которые встречаются не очень часто. Тем не менее, используя воображение и терпение, тех же результатов можно добиться при помощи простых подручных инструментов. Единственная специализированная машина, которая понадобится в проекте — это ЧПУ фреза.
Чтобы сохранить длину этой инструкции в разумных пределах, я опустил базовую информацию об использовании применённых механизмов.
Содержание статьи
Шаг 1: Материалы и приспособления



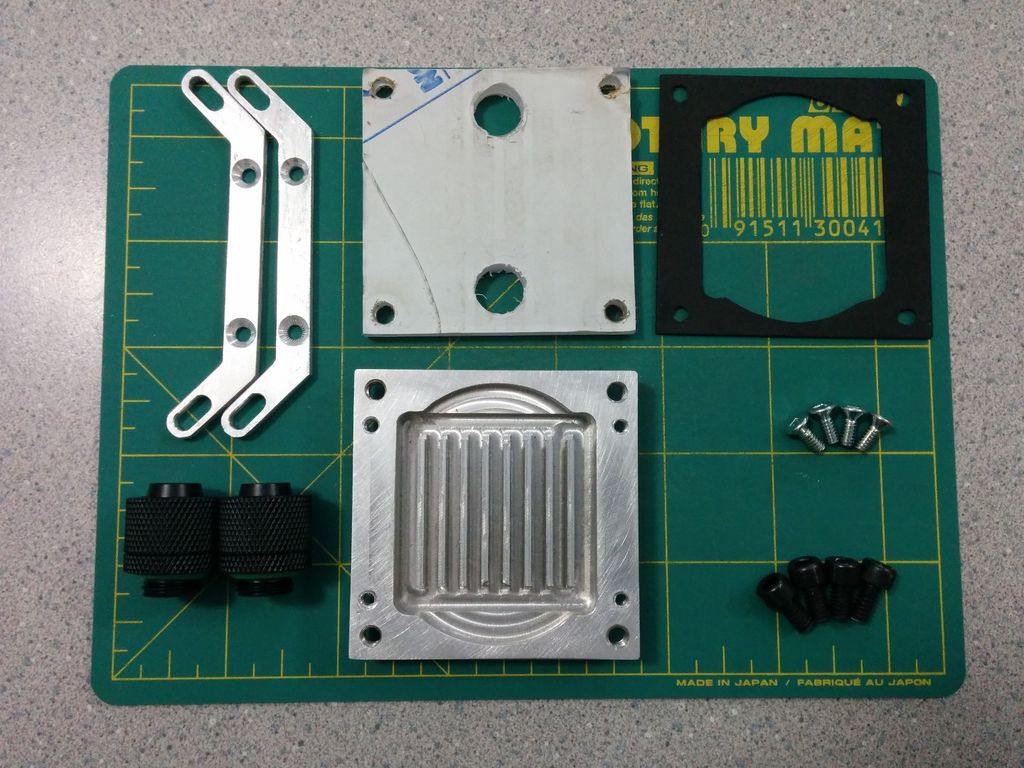
Материалы:
- Алюминиевая пластина — 5 * 10 * 0,3 см толщиной
- Алюминиевый плоский брусок — 5,4 * 5,4 * 1,27 см толщиной
- Прозрачный лист поликарбоната — 5,4 * 5,4 * 0,64 см толщиной
- Винты с заглушкой стандарта 10-24 UNC x 3/8″ (1 см) 4 шт
- Винты с потайной головкой стандарта 6-32 UNC x 3/8″ (1 см) 4 шт
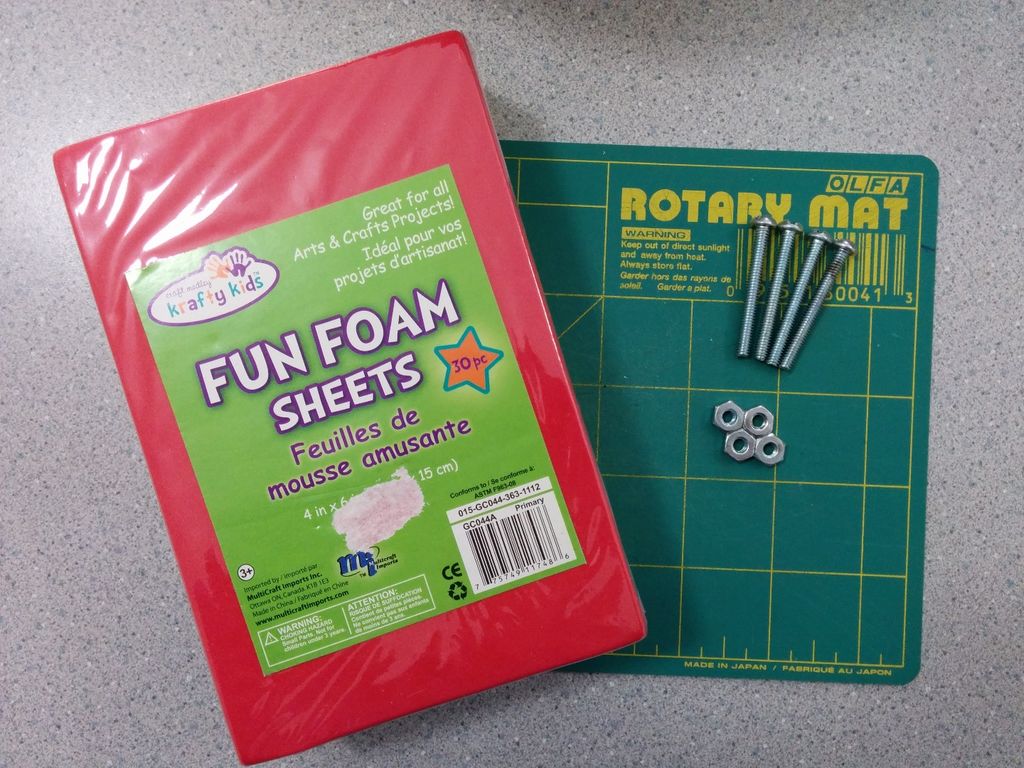
- Винты с уплощенной головкой стандарта 8-32 UNC x 1 1/2″ (3,8см) 4 шт
- Гайки стандарт 8-32 UNC 4 шт
- Крафтовая пена (Craft Foam)
Предпочтительные фитинги для жидкостного охлаждения процессора. Я использовал компрессионные фитинги с Amazon.
Заметка: все измерения даны приблизительно. Для точных данных смотрите замеры из следующего шага.
Также обратите внимание на выбор материала для вашего основного блока. Обязательно сравните его с остальной частью водной петли, чтобы предотвратить коррозию.
Приспособления:
- Станок ЧПУ
- Ручная фреза
- Ленточная пила
- Дрель или пресс с дрелью
- Битки для дрели 0.25, 0.38, 0.5, 1.2 см (0.103, 0.150, 0.2, 0.457 дюйма)
- Токарный станок по металлу
- 2-канальная концевая фреза на 0.3 и 1.3 см(1/8, 1/2 дюйма)
- Лицевая фреза
- Зенковка
- Напильник
- Канцелярский нож
- Линейка
- Коврик для резьбы
- Метчик стандарта G1/4-19
- Метчик стандарта 10-24 UNC
- Метчик стандарта 6-32 UNC
Шаг 2: Дизайн блока
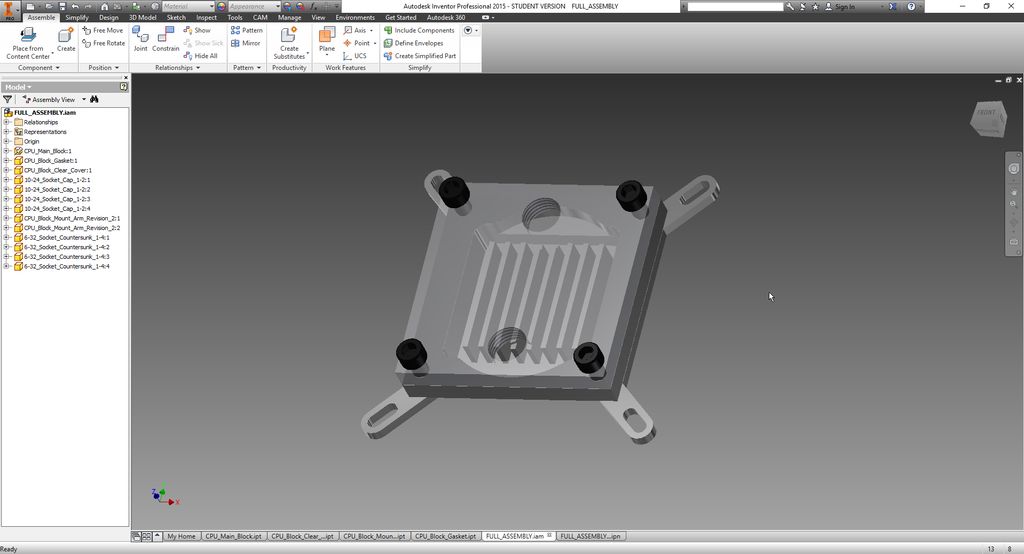
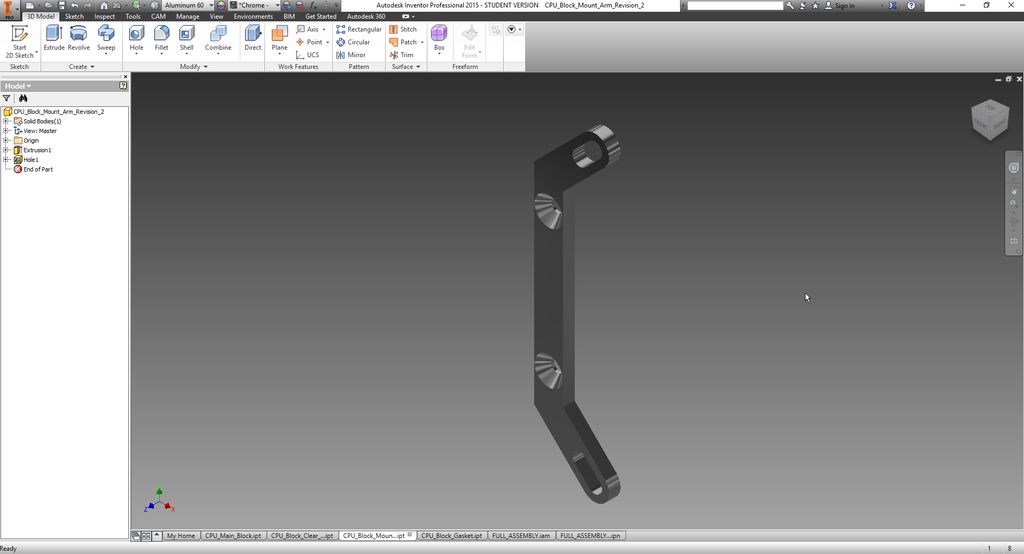
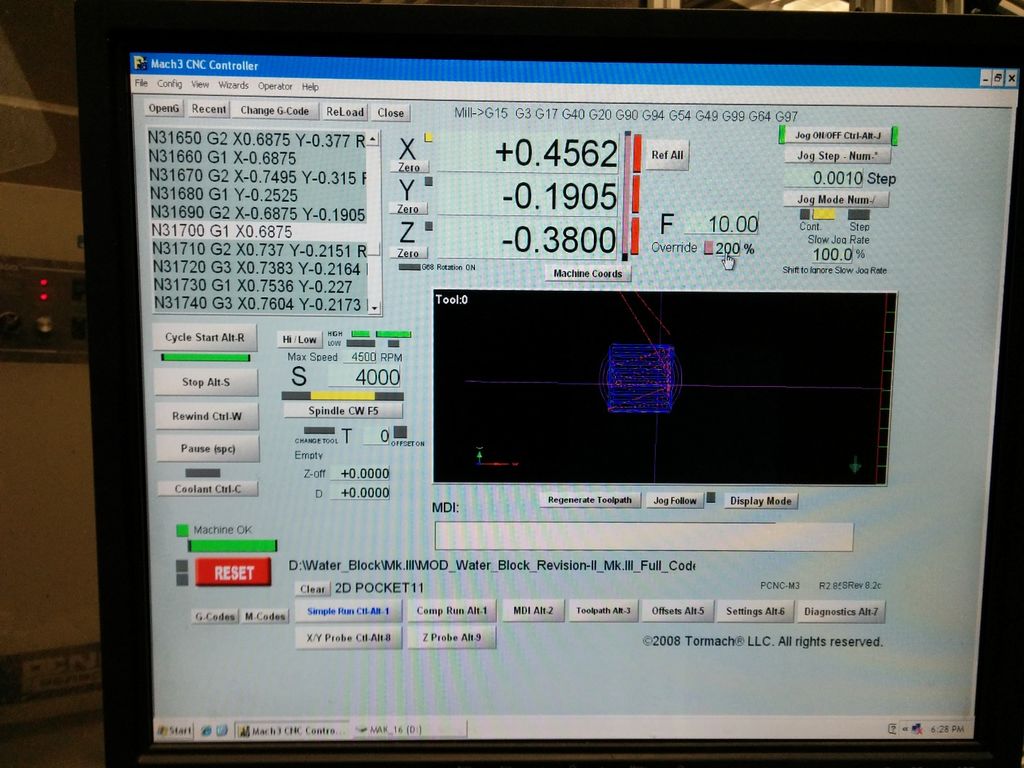
Для создания трёхмерной модели блока я использовал Autodesk Inventor. Он помог мне определить финальные размеры блока и сгенерировать g-код для ЧПУ.
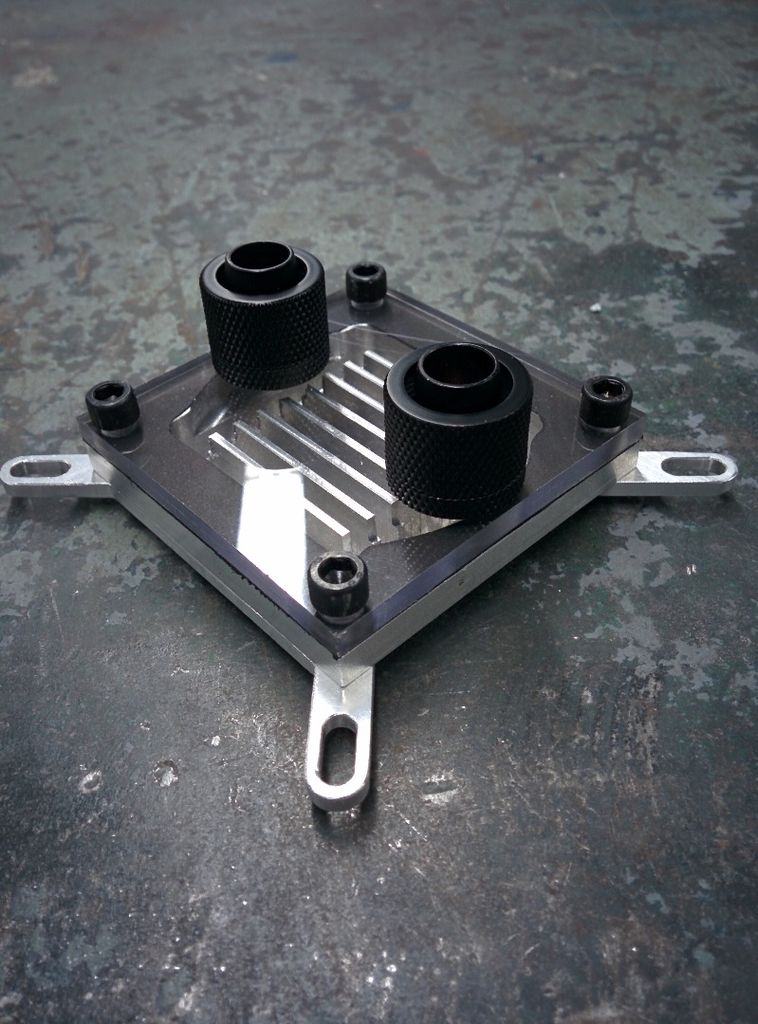
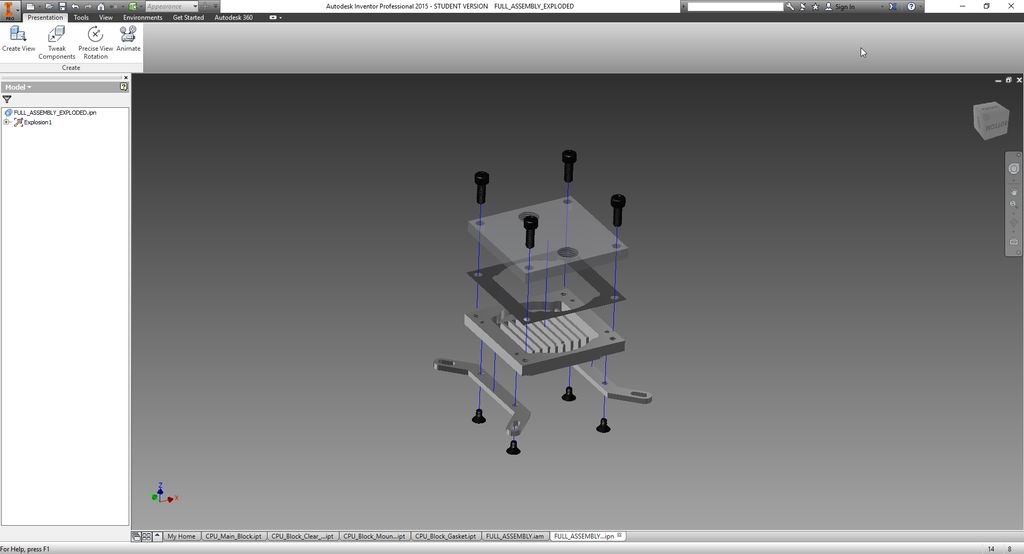
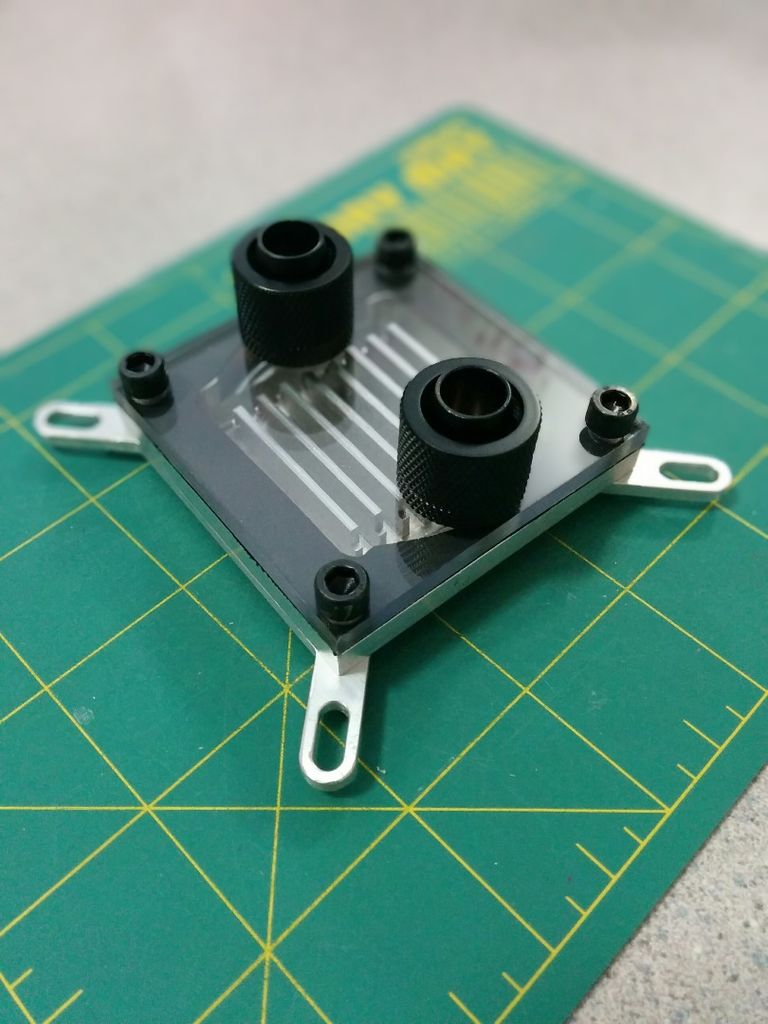
Итоговый дизайн блока состоит из прозрачного поликарбонатного корпуса поверх алюминиевой основы с прокладкой между ними. Алюминиевое основание имеет механически обработанный карман с ребрами сверху, по которому течёт вода. 8 просверленных отверстий используются для закрепления верхней поликарбонатной пластины и креплений. Фиттинги для водного охлаждения всверлены напрямую в верхушку поликарбонатной крышки.
Крепёжные ручки можно снимать, делая возможным крепление системы на разные сокеты, либо вообще крепя её на свою систему для специфического использования.
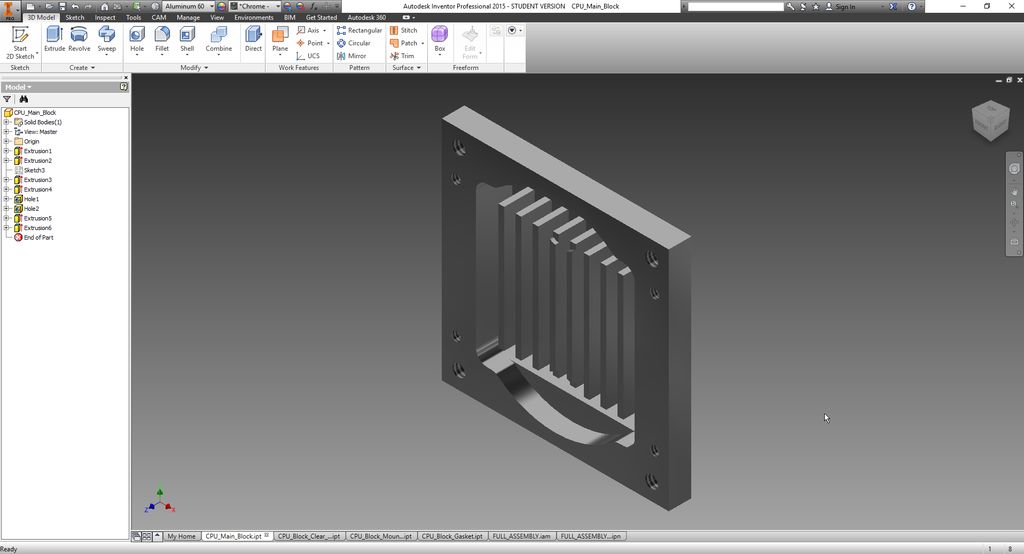
Проектируя блок, я не забывал о зазорах для компонентов материнской платы, так же как и об ограничениях механической обработки. Чтобы достичь надлежащего зазора, я спроектировал блок с глубоким контуром 0.95 * 0.64 см (3/8 * 1/4 дюйма), выбранный фрезой вокруг нижнего периметра блока. Для механической обработки я использовал фрезу с наконечником 0,31 см (1/8 дюйма) — она позволила мне получить максимальное число рёбер внутри блока, сохранив при этом разумную глубину кармана. Позже я напишу об этом подробней.
Файлы
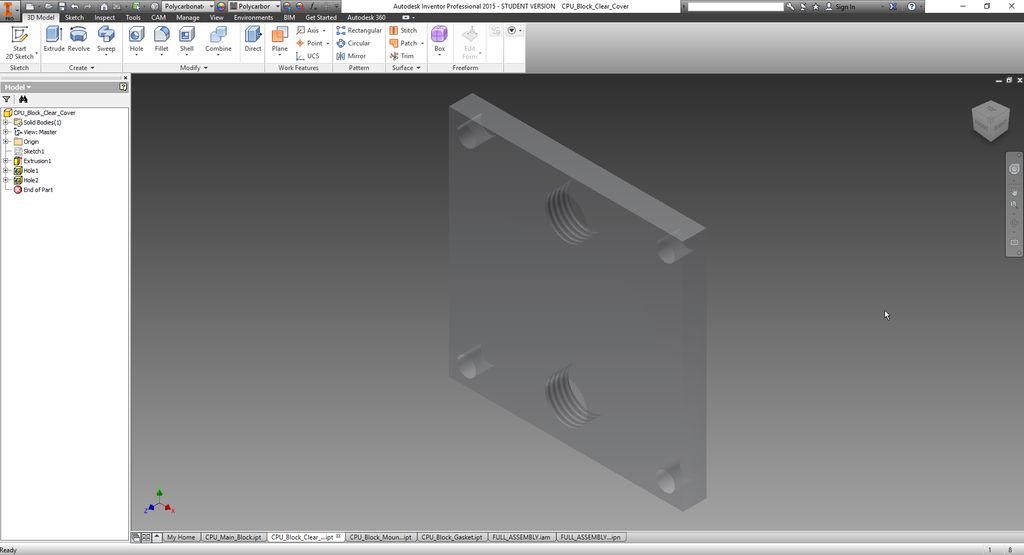
Шаг 3: Прозрачный блок крышки
Я решил начать проект с изготовления прозрачного блока крышки. Сырец был примерно обрезан по нужным размерам при помощи пилы, а затем закреплён на фрезерном станке для придания ему финальной формы 5 * 5 см (2 *2 дюйма). Как только блок был обработан до финального размера, я просверлил в нём отверстия 0,5 см (0,2 дюйма) по углам, а затем просверлил и нанес резьбу на монтажные отверстия для водных фиттингов (стандарт G1/4-19, размер бурового метчика 1.16см (0.457 дюйма)).
Шаг 4: Подготовка основного блока


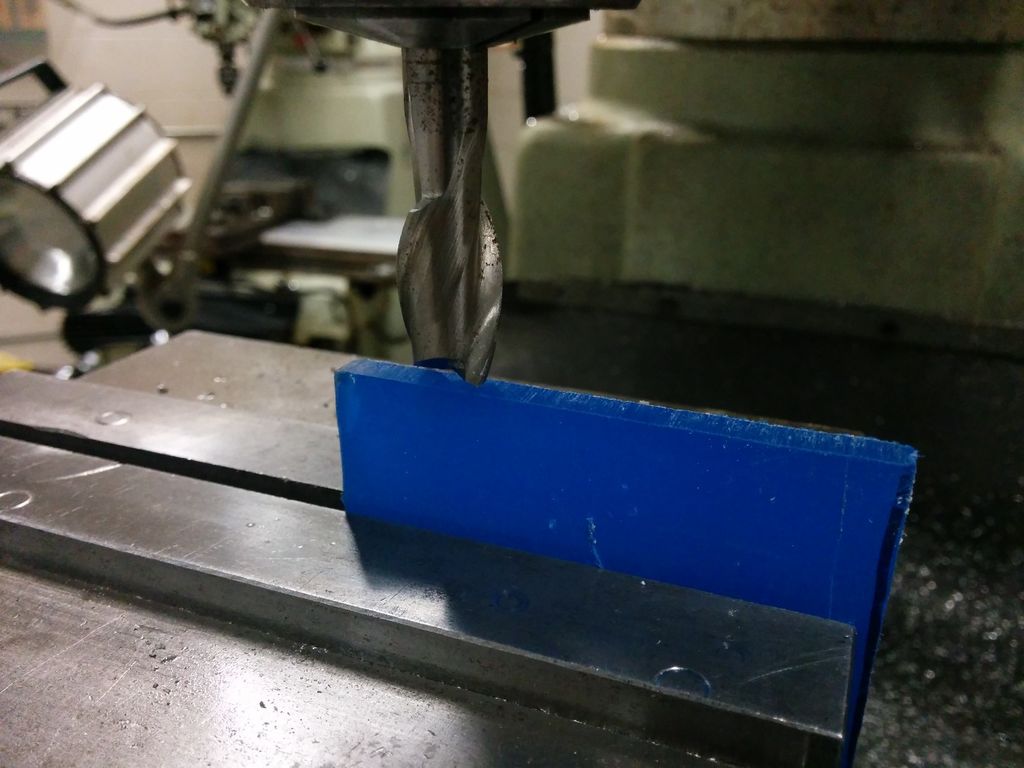
Когда поликарбонат был готов, я перешел к основному блоку. Сначала при помощи фрезы я придал блоку финальную форму 5 * 5 см (2 *2 дюйма), затем сделал легкий очищающий проход по поверхности блока, удалив поверхностные дефекты. Не удаляйте слишком много материала во время очистки, так как позже это может повлиять на программу ЧПУ. Если блок будет слишком тонким, резак прорвется через него и испортит деталь.
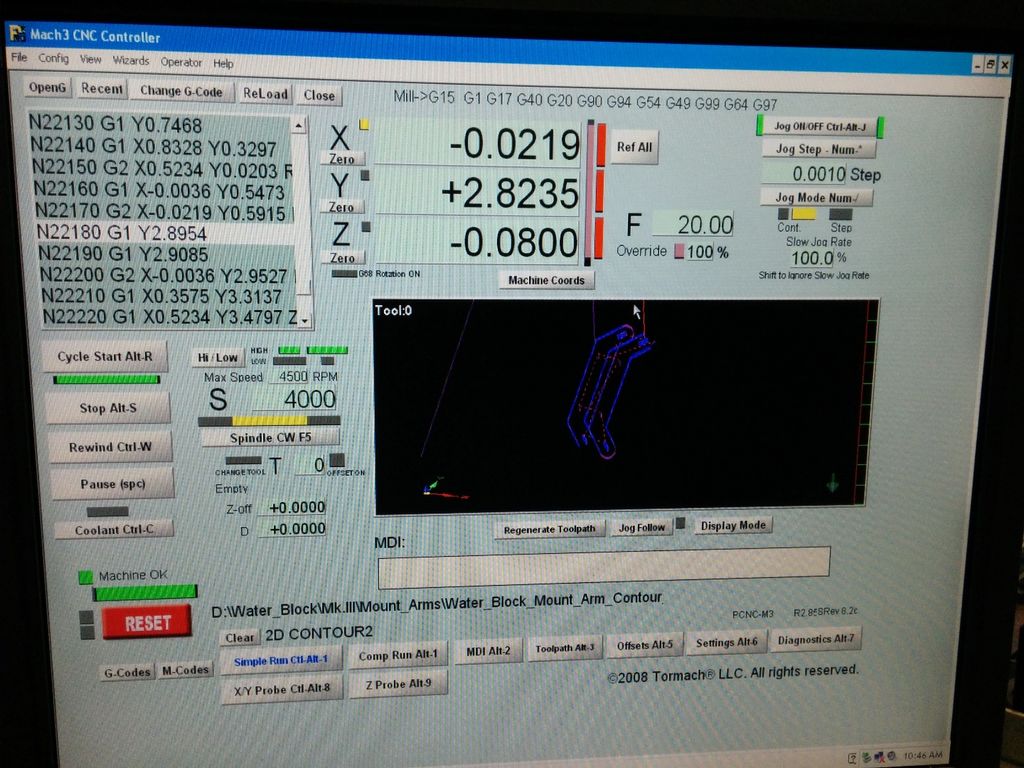
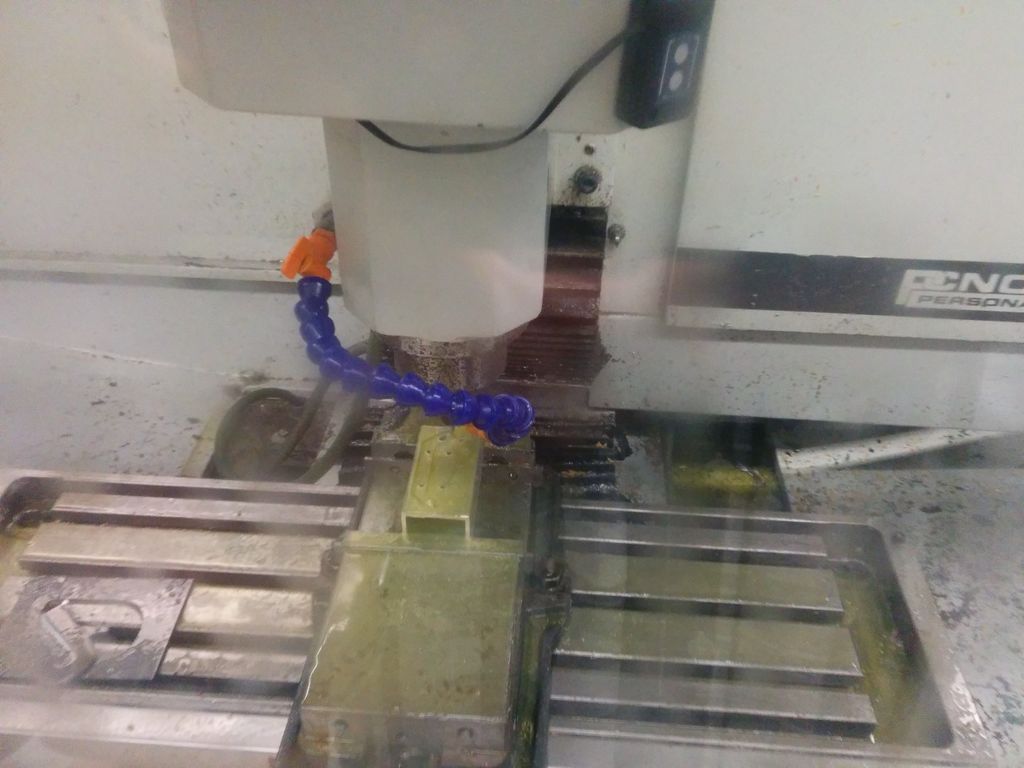
Шаг 5: Обработка основного блока на ЧПУ



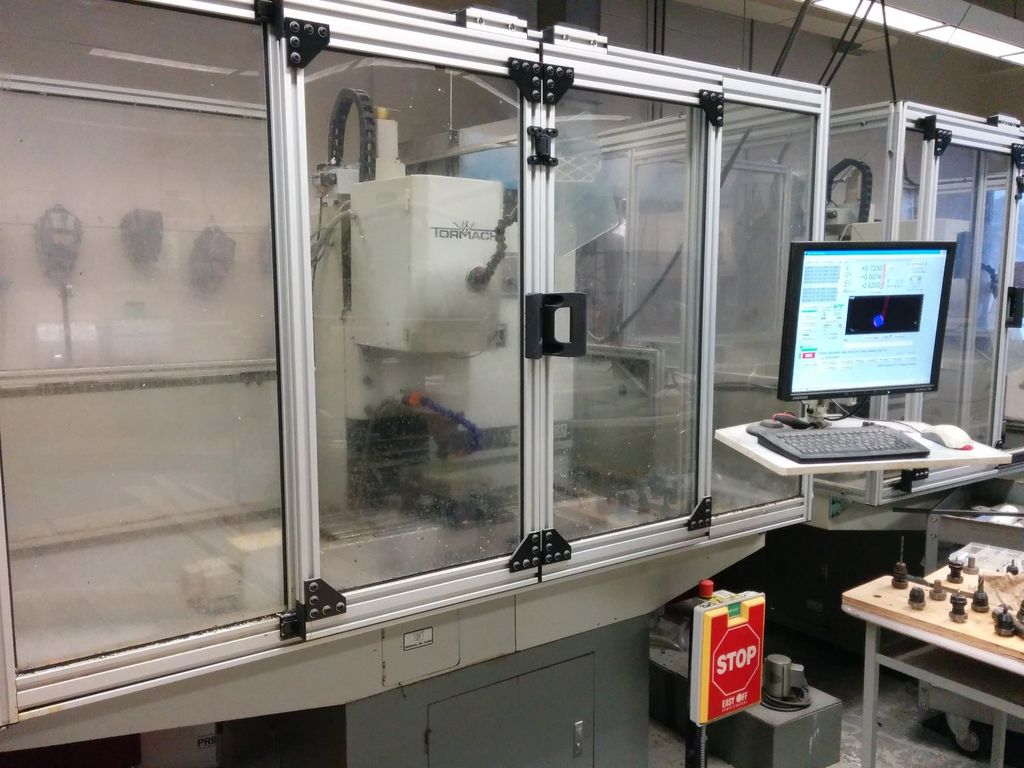
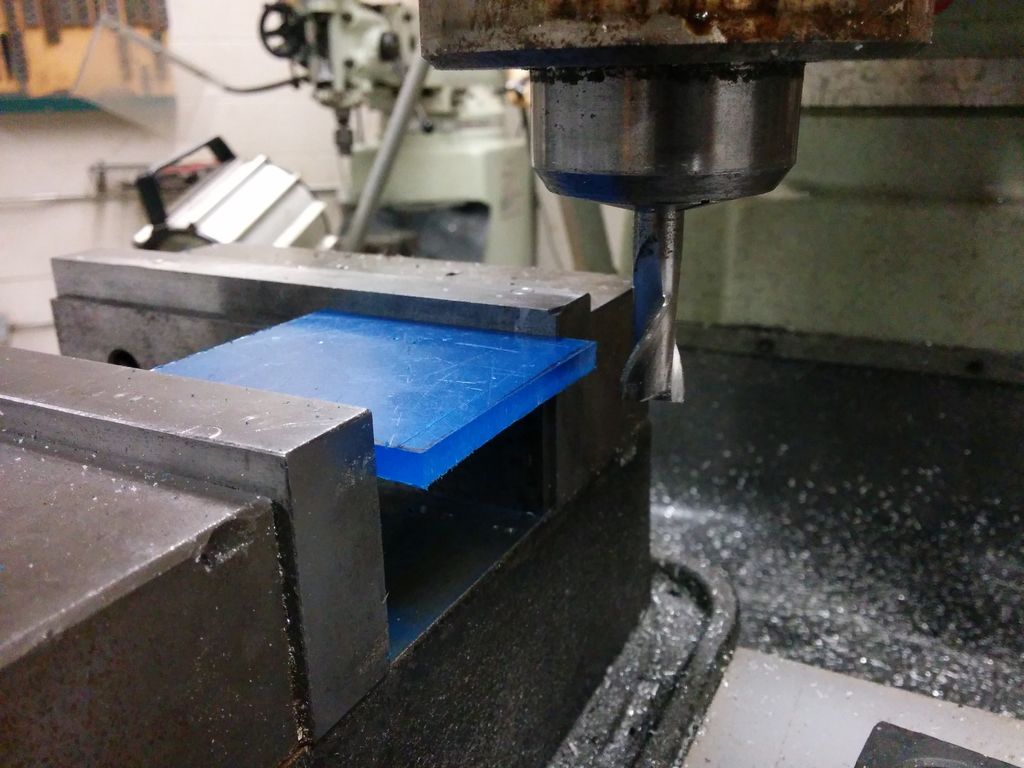
Нулевые координаты для обеих программ ЧПУ находятся в нижнем левом углу детали, поэтому при помощи краеискателя я выставил их в аппарате. Как только правильная фреза (0.3 см или 1/8 дюйма) была прочно закреплена в шпинделе, я загрузил программу в аппарат и нажал пуск.
Как только программа для резервуара была закончена, я перевернул заготовку, откорректировал нулевые координаты и запустил программу для вырезки зазора на обратной части блока.
Заметка: Данный g-код файлы работают на моём ЧПУ (Tormach PCNC 1100), но я не могу гарантировать, что они также хорошо будут работать на других аппаратах. Проверьте код перед тем, как запустите программу и убедитесь, что код не повредит механизм. Я не беру на себя ответственность за любые проблемы, вызванные этим кодом.
Файлы
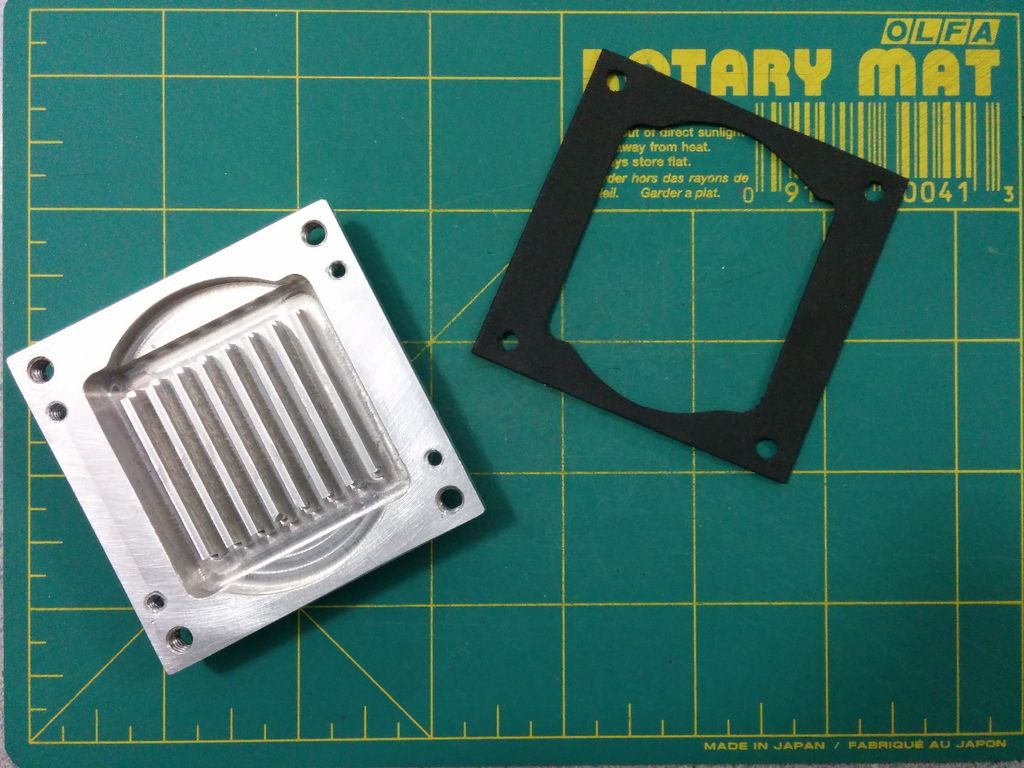
Шаг 6: Ручная обработка основного блока




После отработки программ на ЧПУ, я вернул основной блок на фрезу и вручную доработал его.
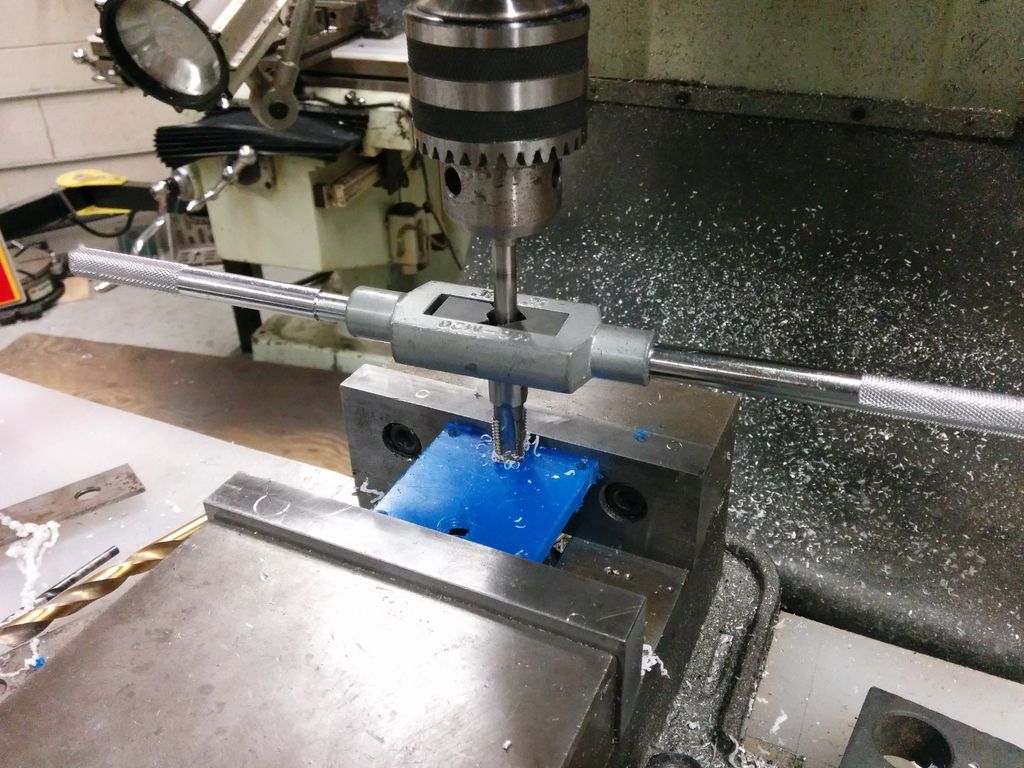
Сначала я слегка прошелся по нему торцевой фрезой и очистил верхнюю часть блока, получив ровную поверхность для прокладки. Затем я прошелся по всем отверстиям, придав им правильный размер и задав диаметр, необходимый для дальнейшей нарезки резьбы (0.26см (или 0.103 дюйма) для 6-32 UNC и 0.38см (0.150 дюйма) для 10-24 UNC). Сразу после сверления я поместил блок в тиски и высверлил во всех отверстиях резьбу нужного размера.
Шаг 7: Создание крепёжных ручек

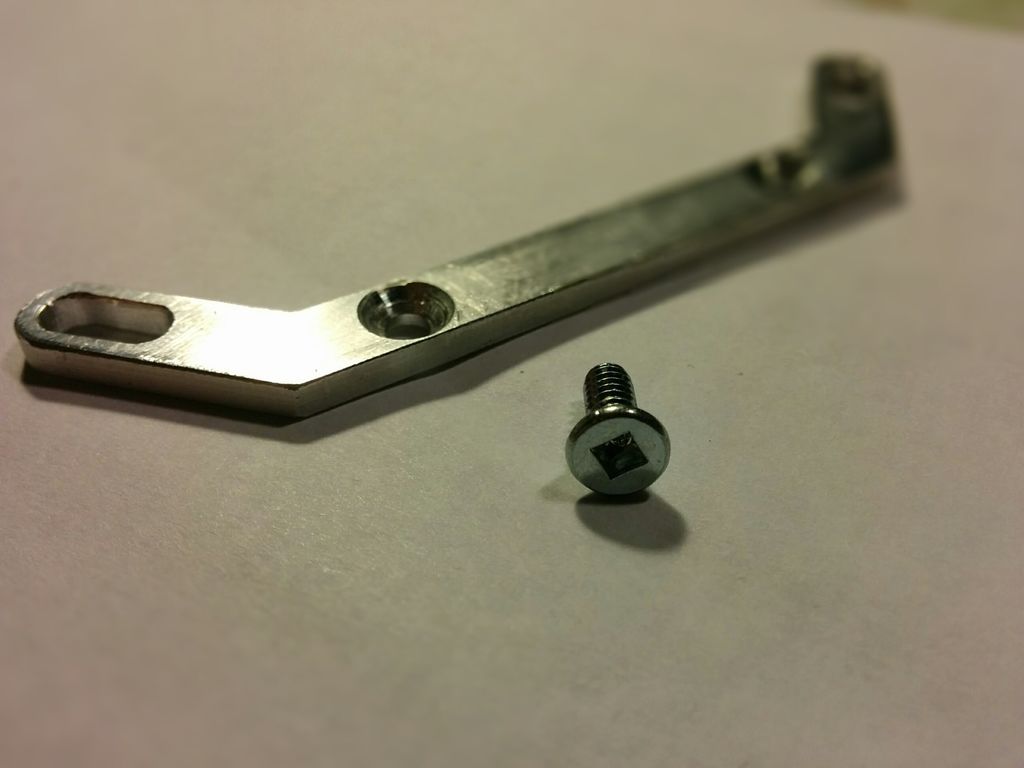
Крепёжные ручки были вырезаны из алюминия толщиной 0.3 см (1/8 дюйма). Нулевые координаты для ручек располагаются также в нижнем левом углу, как и у основного блока. Как только ручки были вырезаны, я выдернул их из удерживающих вкладок и обработал напильником. Далее я проделал в ручках отверстия, чтобы они могли принимать винты стандарта 6-32.
Файлы
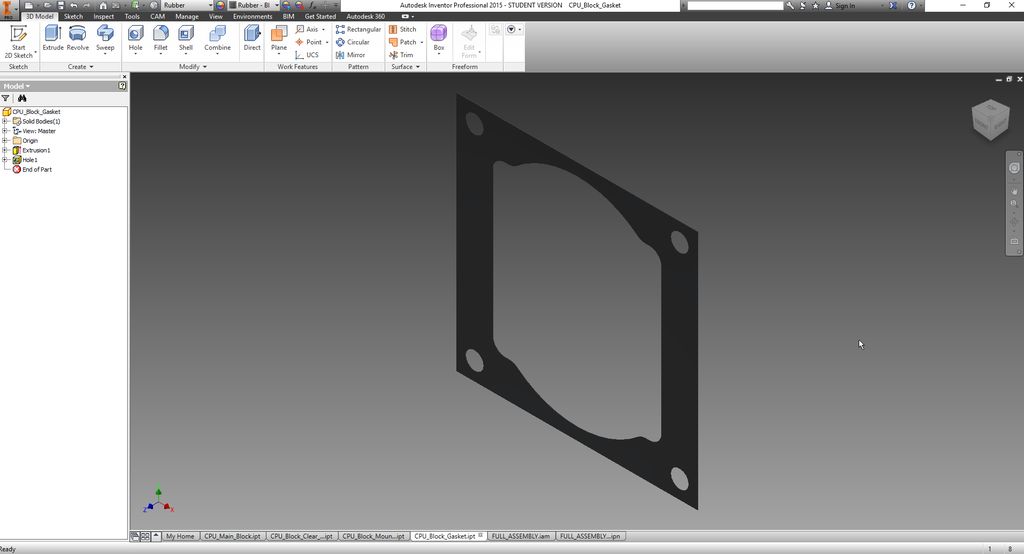
Шаг 8: Вырезаем прокладку
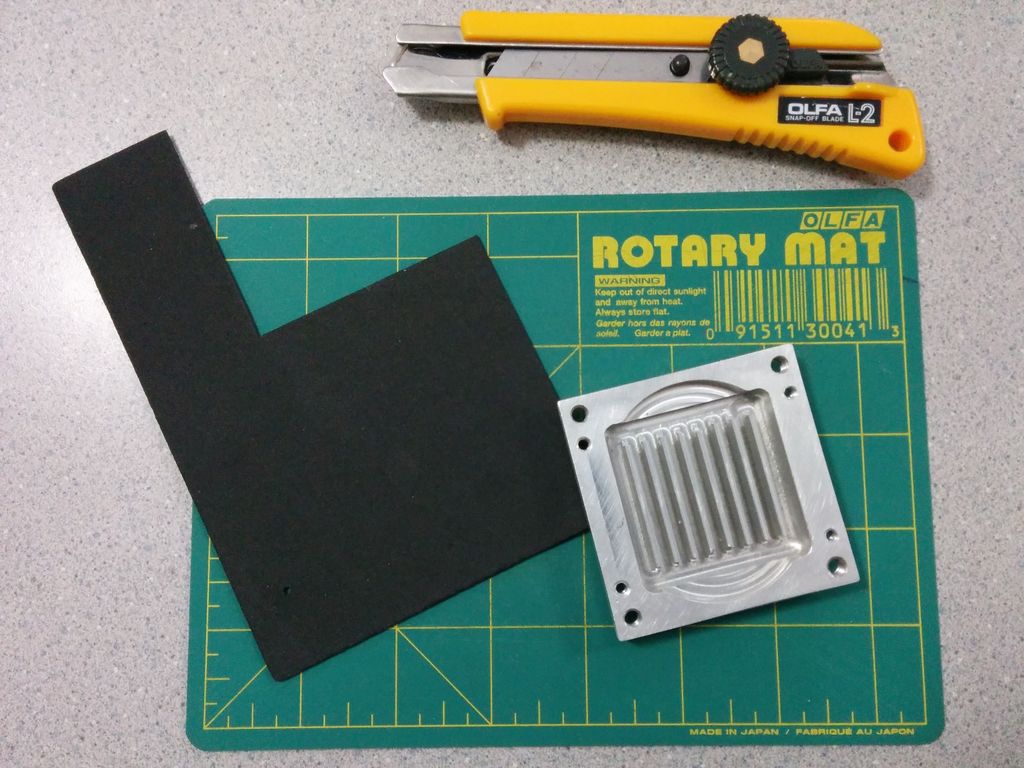
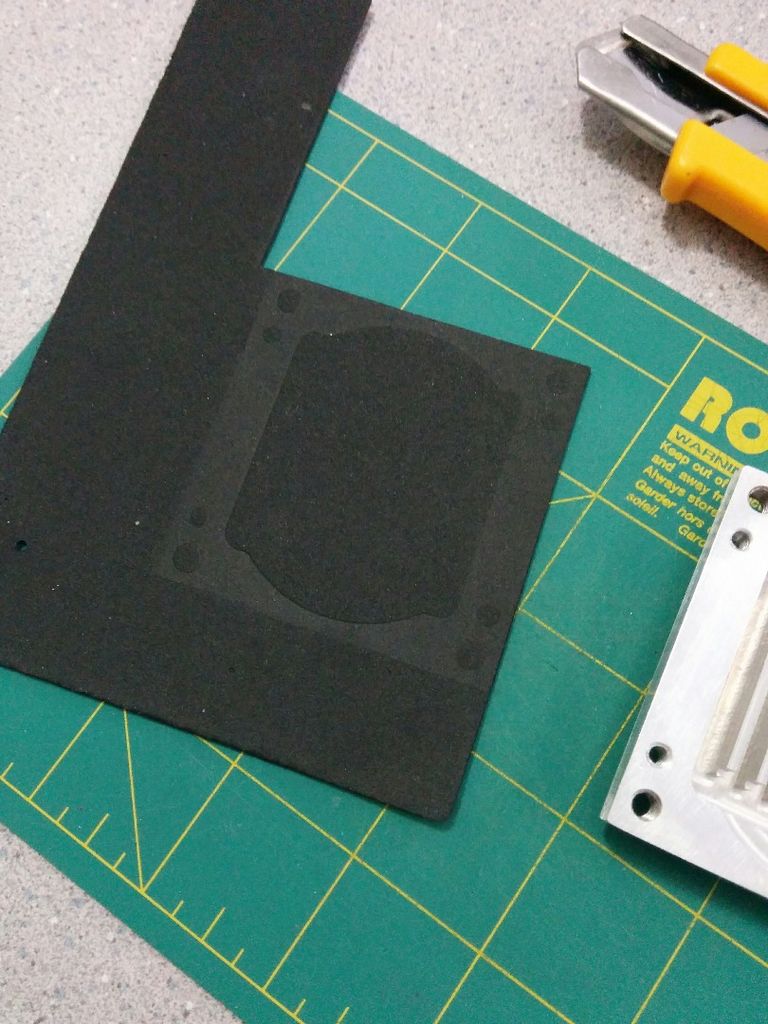


Этот шаг на самом деле не обязателен, так как можно обойтись и без прокладки. Немного силиконового герметика более чем хорошо справятся с задачей, но прокладка позволит в будущем разобрать девайс, и она выглядит куда лучше, чем кучка силикона.
Я решил использовать дешевую крафт-пену по нескольким причинам. Это достаточно мягкий материал, при этом он достаточно толстый, чтобы хорошо сжаться по контуру, создавая герметичную среду. Также он повсеместно доступен, с ним легко работать и он недорогой.
Если придавить верхнюю часть блока к пене, она создаст отпечаток, по которому можно вырезать прокладку нужной формы. Дальше вырежьте в ней отверстие для резервуара и винтов. После того, как прокладка была полностью готова, я еще раз приложил её к верхней части блока и убедился, что всё идеально сходится.
Шаг 9: Сборка блока

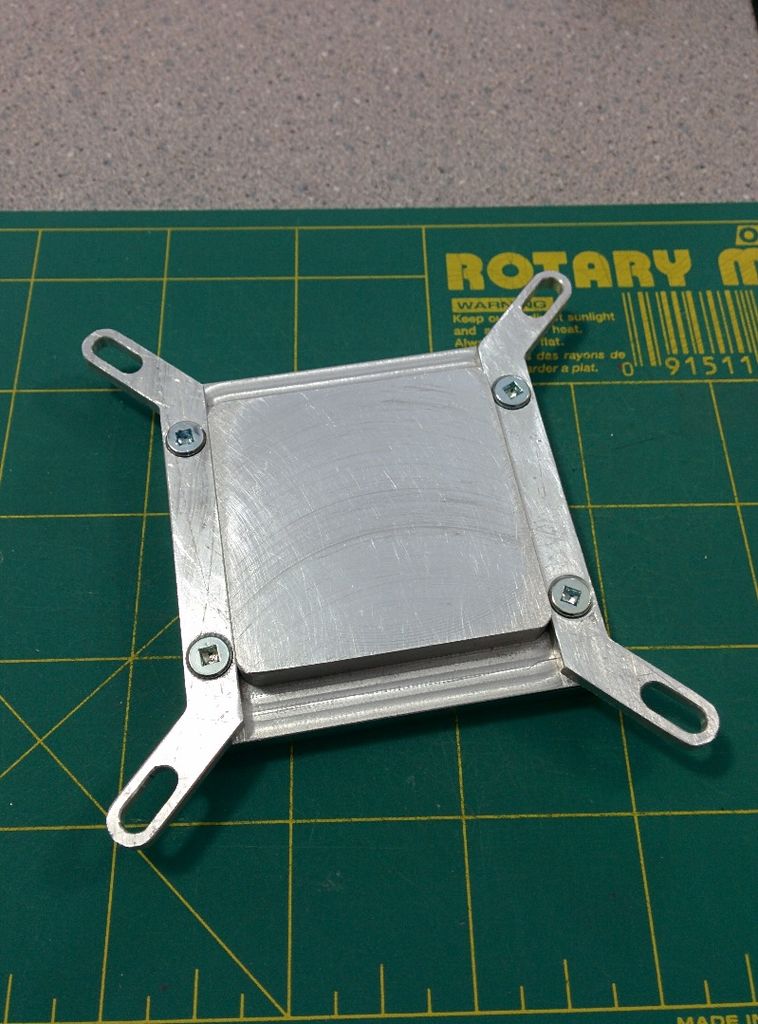




Теперь, когда все части проекта готовы, пора собрать блок воедино!
Я начал с очистки поверхности прилегающих частей и удостоверился, что в моём блоке для водяного охлаждения процессора не будет никаких грязных частиц. Как только я убедился, что всё находится в чистоте, то при помощи винтов 6-32 прикрепил монтажные ручки. Затем я установил прокладку и прозрачную верхнюю крышку. Винты 10-24 закрепили верхнюю крышку, а фиттинги завершили сборку. В шаге 2 есть развернутая диаграмма, по которой можно проследить весь процесс сборки.
Шаг 10: Проверка на протечки

Подключите блок к автономному водному контуру, подальше от любой электроники, и желательно в каком-нибудь ведёрке – это поможет поймать любую каплю, которая потенциально может убежать из системы. Я поместил свою систему в большую салатницу на листе бумаги. Таким образом, я мог сразу заметить, даже если бы хоть одна капелька протекла мимо контура.
Дайте контуру поработать минимум 24 часа (чем дольше, тем лучше) и убедитесь, что в лотке нет протечек.
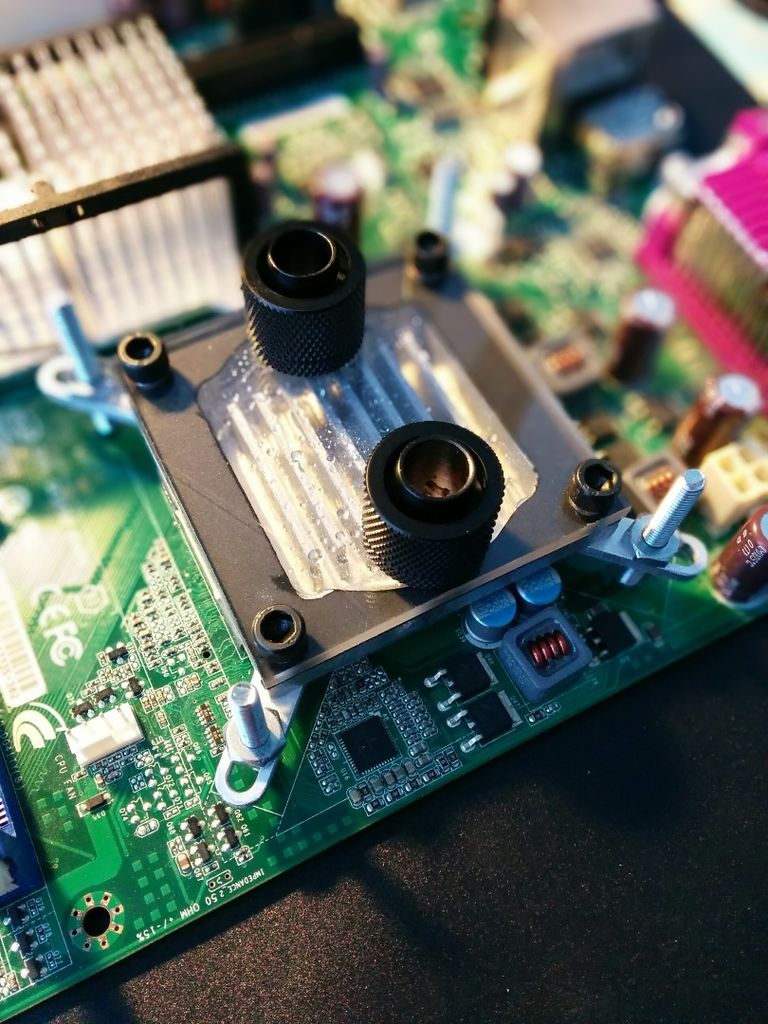
Шаг 11: Установка блока



Установите винты 8-32 в монтажные отверстия на материнской плате. Нанесите предпочитаемую термопасту и установите блок отверстиями на винты. Винты должны легко войти в отверстия на монтажных ручках. Накрутите сверху гайки до того состояния, когда они лишь касаются поверхности монтажных ручек, затем закрутите их силой пальцев по противоположным углам. Убедитесь, что создали одинаковое давление на процессор, а блок сидит ровно на его поверхности. Блок должен сидеть настолько плотно, чтобы не двигаться, но при этом он не должен изгибать материнскую плату иили монтажные ручки.
Мои поздравления, вы только что создали ваш первый водоблок!






